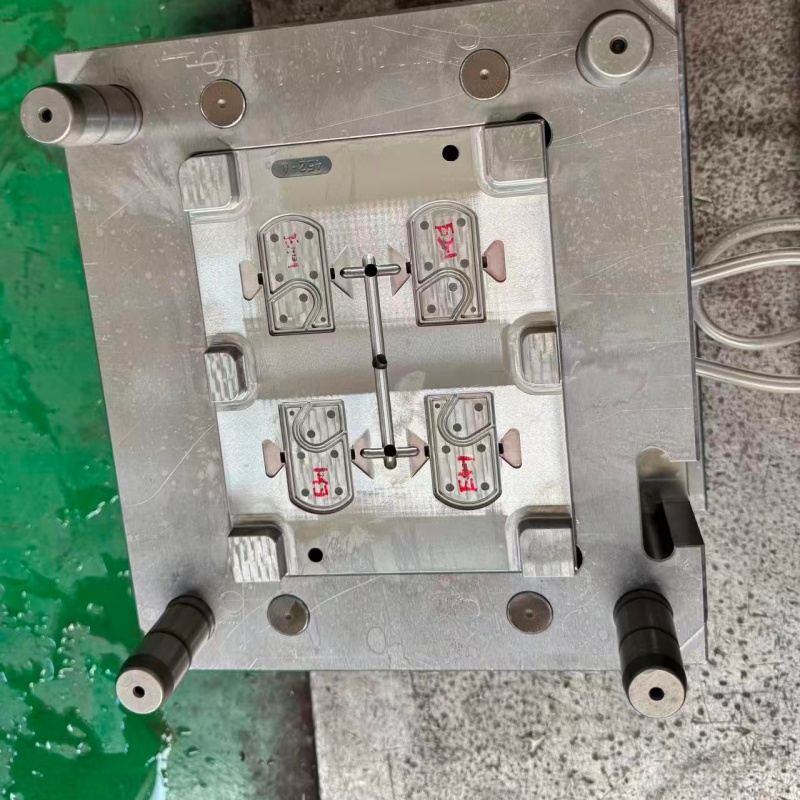
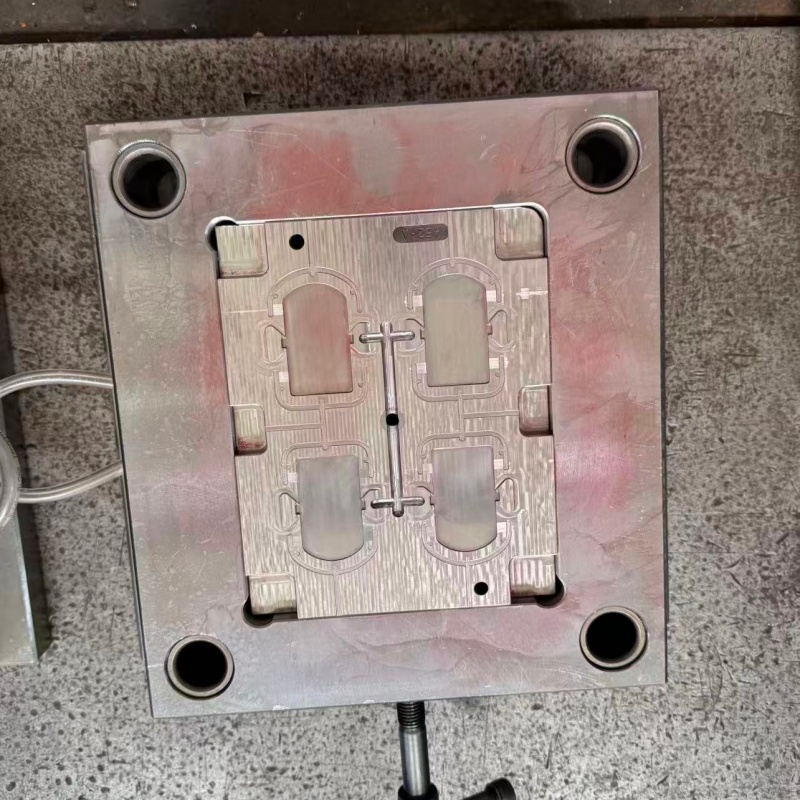
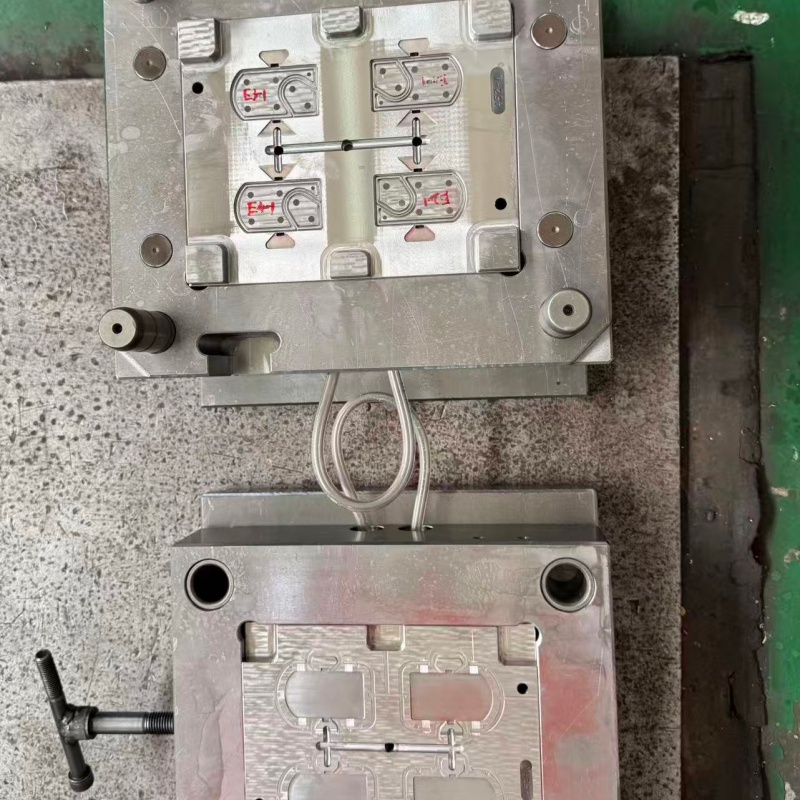

Akıllı Tuvalet Uzaktan Kumandasının Plastik Kapağı İçin Kalıp
Üretim Tekniği:enjeksiyon
Kalıp Çekirdeği:S136
Kalıp Tabanı :45# çelik
Boşluk:4
Teslimat Süresi: Kalıp izi testi için 45 gün
Ürün Özellikleri:
Paslanmaz Çelik Tıbbi Enjeksiyon Kalıplama Şirketleri | |||||||
fabrika | kalıp adı | kalıp boşluğu | kalıp çekirdeği | kalıp tabanı | kalıp teslim süresi | atış(süre) | daire zamanı (saniye) |
Fengjin | plastik kalıplama | 4 | S136 | 45# | 45 gün | 400000 | 40 |
Akıllı tuvalet uzaktan kumandası muhafaza kalıbının üretim sürecinin İngilizce dilinde detaylı anlatımı aşağıdadır.
Akıllı Tuvalet Uzaktan Kumanda Muhafaza Kalıbının Üretim Süreci
Akıllı tuvalet uzaktan kumandası için yüksek kaliteli plastik bir gövdenin üretimi, bir enjeksiyon kalıbının hassas mühendisliği ve imalatıyla başlar. Bu kalıp, dayanıklılık, hassasiyet ve yüzey kalitesi açısından zorlu standartları karşılaması gereken karmaşık bir araçtır. Süreç, ilk tasarımdan nihai kalite güvencesine kadar birçok kritik aşamayı içerir.
1. Tasarım ve Mühendislik (DFM - Üretilebilirlik için Tasarım)
Süreç, metal kesilmeden çok önce başlar. Kalıp mühendisleri, ürün tasarımcısı tarafından sağlanan uzaktan kumanda gövdesinin 3B CAD modelini kullanarak parçanın üretilebilirliğini analiz eder.
* **Parça Analizi:** Parçanın kalıptan düzgün bir şekilde çıkarılabilmesini sağlamak için duvar kalınlığının düzgünlüğünü inceler, olası çökme izlerini belirler ve taslak açılarını değerlendirirler.
* **Kalıp Akış Analizi (CAE):** Yazılım, erimiş plastiğin (örneğin ABS, PP) kalıp boşluğunu nasıl dolduracağını simüle eder. Bu, hava sıkışmaları, kaynak çizgileri ve düzensiz dolum gibi son parçada kusurlara yol açabilecek sorunları tahmin etmeye ve önlemeye yardımcı olur.
* **Kalıp Düzeni Tasarımı:** Mühendisler, kalıp tipine (örneğin, iki plakalı veya üç plakalı), kapak konumuna (plastiğin boşluğa girdiği yer), püskürtme sistemine (püskürtme pimleri, kovanlar) ve soğutma kanalı düzenine karar verir. Kalıp, verimlilik için döngü başına birden fazla gövde üretecek şekilde çok boşluklu bir araç olarak tasarlanmıştır.
2. Malzeme Seçimi
Kalıp tabanı, işlenebilirlik ve dayanıklılık arasındaki iyi denge nedeniyle genellikle önceden sertleştirilmiş çelikten (örneğin P20) yapılır. Ancak, **boşluk ve çekirdek ek parçaları** (aslında gövdenin şeklini oluşturan parçalar) için yüksek kaliteli takım çelikleri kullanılır.
* Yüksek hacimli üretim (milyonlarca çevrim) için, **H13** veya **Paslanmaz Çelik (örneğin, S136)** gibi sertleştirilmiş çelikler, olağanüstü aşınma direnci, korozyon direnci (parlak yüzeyler için önemlidir) ve uzun süreli basınç ve sıcaklık çevrimlerine dayanma kabiliyetleri nedeniyle seçilir.
3. CNC İşleme (Kaba İşleme ve Son İşlem)
Bu, kalıbın oluşturulmasının ilk aşamasıdır. Tasarlanan bileşenler son derece hassas bir şekilde üretilir.
* **Kaba İşleme:** Boşluk ve çekirdeğin genel şeklini oluşturmak için büyük çelik bloklar frezelenir. Bu işlem, malzemenin büyük kısmını hızla ortadan kaldırır.
* **Yarı Finiş ve Finiş:** CNC makineleri, daha küçük ve daha hassas aletler kullanarak, tüm ince eğriler, düğme yuvaları ve logolar dahil olmak üzere nihai geometriyi titizlikle işler. Bu aşama, gerekli boyutsal doğruluğu ve yüzey dokusunu sağlar.
* **Elektriksel Deşarj İşleme (EDM):** Freze takımlarının ulaşmasının zor olduğu keskin köşeler veya derin, dar kaburgalar gibi karmaşık yüzeyler için EDM kullanılır. İstenilen yüzeye benzer bir elektrot kullanılarak, çelik şekli kıvılcımlarla aşındırılır ve bu da yüksek kaliteli bir yüzey elde edilmesini sağlar.
4. İkincil İşlemler ve Yüzey İşlemleri
* **Delme ve Diş Açma:** Ejektör pimleri, soğutma için su hatları ve montaj cıvataları için delikler açılır.
* **Parlatma ve Dokulandırma:** Kavitenin yüzeyi, plastik gövdenin dış yüzeyini belirlediği için son derece önemlidir. Teknisyenler, parlak bir ürün elde etmek için kaviteyi ayna benzeri bir yüzeye elle parlatır. Alternatif olarak, mat veya dokulu bir yüzey (örneğin, yumuşak dokunuşlu) gerekiyorsa, o özel dokuyu oluşturmak için kavite kimyasal olarak kazınır veya lazerle işlenir.
* **Isıl İşlem:** Çekirdek ve boşluk ek parçaları, yüzey sertliğini artırmak ve çalışma ömürlerini önemli ölçüde uzatmak için ısıl işleme (sertleştirme ve temperleme) tabi tutulabilir.
5. Kalıp Montajı ve Takılması
Ayrı ayrı işlenmiş tüm bileşenler (kavite ek parçaları, çekirdek ek parçaları, ejektör plakaları, kılavuz pimler, burçlar ve soğutma sistemi) kalıp tabanına titizlikle monte edilir. Usta bir kalıp üreticisi, tüm parçaların boşluk veya hizalama hatası olmadan mükemmel bir şekilde birbirine uymasını sağlar. Ejektör sisteminin hareketi ve kalıbın açılıp kapanması, sorunsuz çalışma açısından test edilir.
6. Deneme Çekimleri (Örnekleme) ve Doğrulama
Tamamlanan kalıp, **T1 (İlk Deneme)** olarak bilinen ilk test çalışmaları için enjeksiyon kalıplama makinesine monte edilir.
* **İlk Atışlar:** Makine, kalıba erimiş plastiği enjekte eder. Üretilen ilk parçalara "shots" veya "samples." denir.
* **Boyutsal ve Görsel Muayene:** Bu ilk numuneler, orijinal CAD tasarımına uyduklarını doğrulamak için CMM (Koordinat Ölçüm Cihazı) ve diğer metroloji araçları kullanılarak dikkatlice ölçülür. Mühendisler ayrıca parlama, kısa çekimler veya çökme izleri gibi görsel kusurları da kontrol eder.
* **İnce Ayar:** Sonuçlara göre kalıp ve makine parametreleri (sıcaklık, basınç, enjeksiyon hızı) ayarlanır. Bu, tekrarlayan bir işlemdir. Bazen kalıbın kendisinde küçük değişiklikler yapılması gerekebilir; bu işleme kalıp ayarlaması denir.
7. Son Onay ve Seri Üretim
Kalıp numuneleri müşteri tarafından onaylandıktan sonra, kalıp seri üretime hazır hale getirilir. Daha sonra, yüksek hızlı enjeksiyon kalıplama makinelerine yerleştirilir ve kullanım ömrü boyunca binlerce aynı akıllı tuvalet uzaktan kumandası muhafazasını güvenilir bir şekilde üretir. Kalitenin sürekliliğini sağlamak için periyodik bakım yapılır.
Özetle, enjeksiyon kalıbı yapımı, ileri mühendislik, hassas işleme ve yetenekli işçiliğin karmaşık bir karışımıdır ve hepsi, yüksek kaliteli, estetik açıdan hoş ve işlevsel bir ürünü seri olarak üretebilen bir araç yaratmaya odaklanmıştır.

.
Müşterilerimiz için ürettiğimiz diğer plastik enjeksiyon kalıp ürünleri, ayrıca sıhhi tesisat, spor parçaları, elektrikli aletler vb. için de kalıp üretebiliyoruz.

Enjeksiyon Fabrikamız Atölyesinde, farklı boyutlarda, büyük ve küçük, 15 set enjeksiyon makinemiz var, maksimum 1228 ton, maksimum 1,5*1,2 m plastik parçalar üretebiliyoruz

Paslanmaz Çelik Tıbbi Enjeksiyon Kalıplama Şirketleri
Google kalıp, boyun masaj ekipmanı kalıbı, kalıp seti vb. sunabiliriz. Özelleştirilmiş kalıp için bizimle iletişime geçmekten memnuniyet duyarız.

Normalde plastik kalıp üretimi için 35-45 günümüz olur. Aşağıdaki adım: müşteri teklif örnekleri - tasarımcımız 3D'yi tamamlar ve müşteri onayı için gönderir - kalıbı tasarlamaya başlar - çelik siparişi verir - CNC işleme - elektro kıvılcım - kalıbı monte eder - enjeksiyon kalıbını test eder - plastik parça örneklerini müşterilere gönderir - paketleme - teslimat - müşteri geri bildirimi - yeni sipariş

Standart ihracat ambalajı olarak ahşap kasa ile paketleme

Diğer özelleştirilmiş plastik ürünler için lütfen bize teklif için 3 boyutlu çizim veya numune gönderin, size kalıp ve tasarım konusunda önerilerde bulunacağız. Ve başlamak için en iyi fiyatı teklif ediyoruz. Bu yıllarda, plastik ve kauçuk fuarı için Bangladeş, Rusya, Türkiye ve Fas'ta standımız var. Fuar sırasında özel ürünler hakkında daha fazla ayrıntı görüşmek ve konuşmak için bizimle iletişime geçmekten veya fabrikamızı ziyaret etmekten memnuniyet duyarız.






